- Home
- About Us
- Our Products
- Biscuit Production Line
- Namkeen Mixing Machine
- Ice Cream Cone Conveyor System
- Snacks Cooling Conveyor
- Peanuts Inspection Conveyor
- Vegetable Washing Conveyor
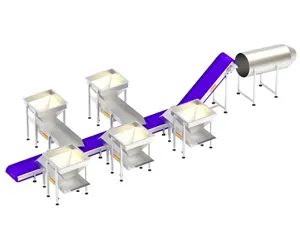
- Flow Diverter Conveyor System
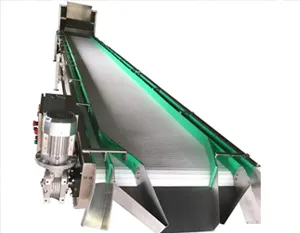
- Potato Incline Conveyor System
- Potato Chips Process Inclined Modular Conveyor
- Vegetable Infeed Belt
- Pencil Conveyor System
- Snack Food Industry Conveyor
- Frozen Food Conveyor Belt
- Plastic Food Conveyor Belt
- Enquiry
- Contact us

Food Conveyor Manufacturers
Food conveyors move foods and other organic materials safely and swiftly through their processes. These Food Conveyors are important for the food and beverage processing industry. Food Conveyor Systems include a wide range of classifications such as belts, roller, and dumpers. They consume less cost, time, and energy than the manual labor. They cover everything which is used to convey foods or organics during the manufacturing procedures. We as one of the best Food Conveyor Manufacturers in India , serve you with the finest quality food conveyors. Our offered systems are designed and customized to suit the requirement of each task. These food conveyors are capable of handling raw as well as finished goods, which include fruits, vegetables, dairy products, meats, snack foods, candy, etc that are produced in bulk. They are significant equipment in huge systems that include freezers, wrapping, cool rooms, labeling, sorting systems, etc. Sometimes it is a matter of concern that as they are stainless steel conveyors that doesn't mean they match all the food grade needs. Food conveyors have a wide range of requirements as compared to other industrial conveyors; all conveyor systems must be clean, inspected, and well-maintained. Thus, for this reason, we design and develop Food Conveyor Systems that meet each application's specifications and requirements.












Food Processing Conveyors
Omtech Food Engineering is integrated into manufacturing, supplying, and exporting high-quality Conveyor Systems for Food Processing. Our team has many years of experience in designing and setting up material handling systems in various industries. We will also guide you through the process and the selection required. Our offered Conveyor Belts are manufactured under the severe supervision of a team of experts in compliance with industry-laid guidelines utilizing quality guaranteed raw materials. We manufacture these conveyor systems using Stainless steel, as it has an extremely smooth non-porous outer surface that makes it trouble-free to clean and sanitize, along with that stainless steel is approved by FDA as a sanitary grade material. Our Food Processing Conveyors are capable of handling raw ingredients as well as packed and ready-to-eat food products.

We assure you to provide affordable and reliable Food Processing Conveyors that will last for many years without interruption and we will also manage the electrical, mechanical, and lubrication systems. Though the conveyor systems are costly, we will assist you to optimize the spent value. Because of their high dielectric strength, wear and flexing resistance, high chemical resistance, and outstanding release features, these Food Processing Conveyors are demanded worldwide by our clients.
Food Grade Incline Conveyors
Inclined Conveyor Systems are same as the flat conveyor systems they are also used for direct food handling of bulk materials. They are specially designed to convey food materials up or down on an inclined surface easily. Food Grade Incline Conveyors are mainly used to convey grains, fruits, vegetables, frozen foods, puffed food, snacks, chemicals, and packed items in the food processing industries. In addition to that brittle food items and granular food materials can also be conveyed easily by using these Conveyor Systems. The features like anti-oxidation, anti-wear, durability, and great load capacity make these systems best-suitable for many food processing industries. There are no sharp corners in the system as there is no risk to any staff member; they can disassemble and clean the system easily with water.

The unique design of the system plays an important role in increasing the effectiveness and efficiency of the system and also prevents the materials from seepage. We also offer a customized system according to the special specifications provided by our clients. These Food Grade Incline Conveyors are also broadly utilized in food, tobacco, toy, electric, pharmaceutical industries, and many other industrial units as per the requirement.
Food Transfer Conveyor Systems
Food Transfer Conveyor Systems ensure the smooth flow of the conveyed materials. The design of these conveyor systems helps in the quick and easy removal of the transfer bridge, and if there is a product jam, the transfer bridge will pop out to keep the conveyor unit away from any damage or scratch. The transfer conveyor system can be slave-driven or independently driven by a motor so that it can be used on other conveyor systems. Hygiene is a matter of concern when it comes to the food industry; because the food processing unit needs to convey products without affecting their quality. For that reason, food transfer conveyor systems are used in food production units to maintain hygiene during all the procedures. We as one of the leading Food Handling Conveyor Manufacturers and Suppliers in India have designed and manufactured SS Food Transfer Conveyors considering the food processing units.

The smooth exterior of the belt is ideal for food applications. Our offered world-class Food Tansfer Conveyor Systems are extremely sanitary and built to function at high speeds. Moreover, these conveyor systems have earned worldwide recognition as it is helping businesses maximize their efficiency and production levels in accomplishing their full potential.
Belt Conveyor In Food Industry
Belt Conveyor in Food Industry are required to convey materials; food like meat and poultry processing, baking, Dough processing, confectionery, etc. and they requires diverse conveyor belts so that they can be conveyed from one place to another more effectively. As the conveyor belts are directly in contact with the transported food, it is necessary to clean and sanitize these belts. If you are purchasing the conveyor belt for your food business from us then you do not have to think about the quality of food or do not suffer any loss as we provide only the Best Belt Conveyor suitable for your business. The food industries all over India increased the demand for these belts as they are attracted by the quality and the special features of these systems; as they are also manufactured with a lot of care and precaution. Conveyor Belts are available in various kinds such as rubber, plastic, and metal belts, you can select according to the food processing in your unit.

Among the kinds of belts, the metal conveyor belts are considered to be used as a safer option; as the rubber and plastic belts release some kind of lubricants that can influence the flavor of the food and sometimes even rot some drinks and food.
Have any query? Let us answer it!
Fill-up the form below and receive instant response
Owned & Powered by :: #1 Vinayak InfoSoft - SEO Company Ahmedabad :: Disclaimer :: Sitemap